

-1.jpg)

-1.jpg)


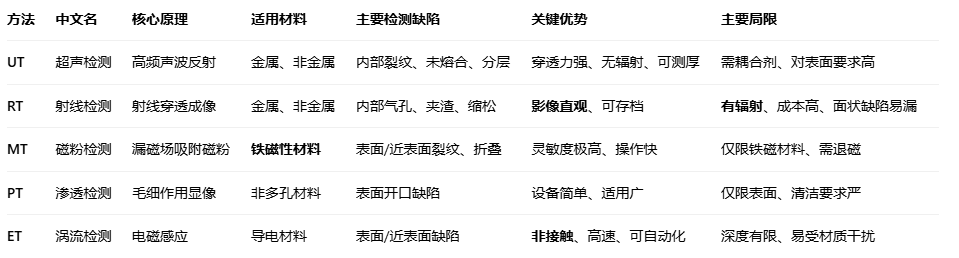
无损探伤检测(NDT)是现代工业常见的检测方法,它能在不破坏被检对象的前提下,发现材料内部的隐患。在压力容器、轨道交通等安全攸关的领域,它是保障结构完整性的核心技术。目前,业界公认的五大常规方法包括:超声波检测(UT)、射线检测(RT)、磁粉检测(MT)、渗透检测(PT)和涡流检测(ET)。
一、五大常规方法技术解析
1.超声波检测(UT):利用高频声波(通常0.5-10MHz)在材料中传播,遇到缺陷或界面时会发生反射。通过分析回波信号的时间与幅度,可精准定位缺陷的深度和大小。
特点:

超声检测
2.射线检测(RT):利用X射线或γ射线穿透物体,由于缺陷部位与完好部位的密度差异导致吸收不同,在胶片或数字探测器上形成影像。
特点:

射线检测
3.磁粉检测(MT):对铁磁性材料(如钢、铁)磁化后,表面或近表面缺陷处会产生漏磁场,吸附施加的磁粉形成肉眼可见的磁痕。
特点:

磁粉检测
4.渗透检测(PT):利用毛细作用,将渗透液渗入工件表面的开口缺陷中,清洗后通过显像剂吸出,形成可见痕迹。
特点:

渗透检测
5.涡流检测(ET):利用交变磁场在导电材料中感应出涡流,缺陷会扰动涡流场,通过检测线圈感知阻抗变化。
特点:
二、方法选择指南
三、总结
无损探伤的五种常规方法各具特点,它们之间并非替代关系,而是互补关系。在实际工程中,往往需要根据材料特性、缺陷类型及现场条件进行“组合拳”式检测。随着数字化与人工智能的发展,这些传统方法也在向自动化、图像识别方向演进,为工业安全提供更精准的保障。
p.s. 本文内容由人工智能(AI)辅助生成。


